|
|
Szczegóły Produktu:
|
| Materiał: | Alloy 2917, stopiony próżniowo stop niklowo-żelazowo-kobaltowy o niskiej rozszerzalności | Środek ciężkości: | 8.36g/cm3 |
|---|---|---|---|
| Gęstość: | 0,302 funta/m3 cal | Nazwa produktu: | Specjalne stopy do elektroniki |
| Podanie: | lampy mocy, lampy rentgenowskie, lampy oświetleniowe, lampy mikrofalowe, | Marka: | CMMC |
| Podkreślić: | stop niklowo-chromowo-żelazny,stop niklowo-żelazowo-kobaltowy,hermetyczne uszczelki tworzące stop 2917 |
||
Alloy 2917 (K94610, W.Nr. 1.3981) do wykonywania hermetycznych uszczelnień z twardszych szkieł Pyrex i materiałów ceramicznych
1 PRODUKT
Pręt, rurka, taśma, folia, drut ze stopu 2917 do wykonywania hermetycznych uszczelnień z twardszych szkieł Pyrex i materiałów ceramicznych.
Alloy 2917 jest dostępny w następujących standardowych formach półproduktów:
Arkusz & talerz
Stan dostawy: Walcowane na gorąco lub na zimno, poddane obróbce cieplnej, odkamieniane lub marynowane
Rozebrać się & folia
Stan dostawy: walcowane na zimno, poddane obróbce cieplnej, marynowane lub wyżarzane na jasno
Bar i rod
Stan dostawy: Kute, walcowane, ciągnione, poddawane obróbce cieplnej, utleniane, odkamieniane lub marynowane, toczone, łuszczone, szlifowane lub polerowane
Drut (profilowe, okrągłe, płaskie, kwadratowe)
Stan dostawy: ciągnione jasne, ¼ od twardego do twardego, wyżarzane z połyskiem w pierścieniach, pojemnikach, na szpulach i wrzeciennikach
Walcówka
Stan dostawy: gorącowalcowany (od 5,5 mm do 40 mm)
Inni
Inne kształty i wymiary, takie jak tarcze, pierścienie, rury bezszwowe i odkuwki mogą być wymagane.
2 ODPOWIEDNIE OZNACZENIE
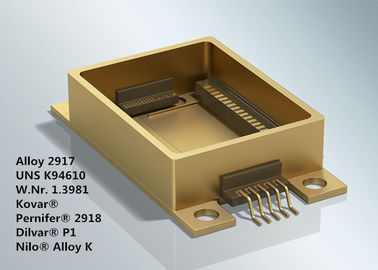
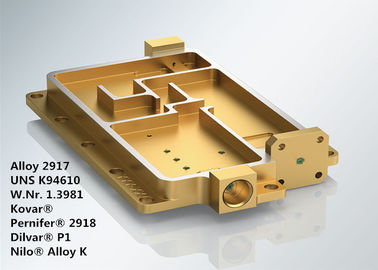
UNS K94610, W.Nr.1.3981, Kovar®, Pernifer® 2918, Dilvar® P1, Nilo® Alloy K
3 PRZEGLĄD
Alloy 2917 to stopiony próżniowo stop niklowo-żelazowo-kobaltowy o niskiej rozszerzalności zawierający około 29% niklu i 17% kobaltu.Jego skład chemiczny jest kontrolowany w wąskich granicach, aby zapewnić precyzyjne, jednolite właściwości rozszerzalności cieplnej.Przy produkcji tego stopu stosuje się szeroko zakrojoną kontrolę jakości, aby zapewnić jednolite właściwości fizyczne i mechaniczne, ułatwiające głębokie tłoczenie, wybijanie, tłoczenie i obróbkę.Jego charakterystyka rozszerzalności cieplnej jest zgodna z charakterystyką szkła borokrzemianowego i ceramiki typu tlenku glinu.Jest produkowany z zachowaniem ścisłego zakresu chemii, zapewniając powtarzalne właściwości, które sprawiają, że doskonale nadaje się do uszczelnień typu szkło-metal w zastosowaniach masowej produkcji lub tam, gdzie niezawodność ma pierwszorzędne znaczenie.
Właściwości magnetyczne Alloy 2917 zależą zasadniczo od jego składu i zastosowanej obróbki cieplnej.
Skład stopu ogólnie decyduje o optymalnych wartościach właściwości magnetycznych, takich jak przepuszczalność, siła koercji i strata histerezy.Obróbka cieplna poddana stopowi będzie zmieniać te właściwości od poziomu najgorszego do optymalnego.
Temperatura skutecznie zmienia przepuszczalność i inne właściwości.Na przykład siła koercji i indukcja szczątkowa prawie zawsze zmniejszają się wraz ze wzrostem temperatury, gdy nie zachodzi zmiana fazy.Wynika z tego również, że histereza maleje wraz ze wzrostem temperatury.
4 ZASTOSOWANIE
Alloy 2917 został użyty do wykonania hermetycznych uszczelnień z twardszych szkieł Pyrex i materiałów ceramicznych.Stop ten znalazł szerokie zastosowanie w zastosowaniach, w których wymagana jest wysoka niezawodność.W lampach mocy, lampach rentgenowskich, lampach oświetleniowych, lampach mikrofalowych, lampach próżniowych, tranzystorach, diodach, żarówkach fotograficznych i układach scalonych, takich jak płaskie opakowania, pakiety dual-in-line oraz obudowy i podstawy elementów optoelektronicznych.
Stop jest również często stosowany w przemyśle telekomunikacyjnym, wojskowym i obronnym, lotniczym i elektronicznym.
5 SKŁAD CHEMICZNY (% wag.):
| Ni | Fe | Glin | Współ | Mn | Si | C | P | S | Zr | Ti | Mg | Cr | Cu | Mo |
| 29,0 | Bal. | ≤0,10 | 17,0 | ≤0,30 | ≤0,20 | ≤0,02 | ≤0,025 | ≤0,025 | ≤0,10 | ≤0,10 | ≤0,10 | ≤0,20 | ≤0,20 | ≤0,20 |
6 WŁASNOŚĆ FIZYCZNA
| Gęstość | funt/cu w calach | 0,302 |
| Środek ciężkości | g/cm3 | 8.36 |
| Curie Temp | °F | 815 |
| °C | 435 | |
| Temperatura topnienia | °F | 2640 |
| °C | 1450 | |
| Punkt przegięcia | °F | 840 |
| °C | 450 | |
| Rezystancja | Mikro-om-cm | 43 |
| om-cir mil/ft | 259 | |
| Przewodność cieplna | W/m °C | 16,7 |
| Btu in/ft²h °F | 116 | |
| Moduły elastyczności | Mpsi | 18,9 |
| kMPa | 130 |
Typowy Thermalny miekspansja
Dzięki swojemu składowi chemicznemu jest bardzo stabilnym materiałem, który zachowuje swoje właściwości rozszerzalności cieplnej do temperatur poniżej zera, prawie minus 200 °C.Dlatego z łatwością przechodzi standardowe testy transformacji w temperaturze minus 80°C, której wymaga większość powiązanych branż.
| Zakres temperatury | Całkowita ekspansja | Średni współczynnik liniowy | ||
| °C | °F | 10-3 | 10-6/°C | 10-6/°F |
| 20-100 | 68-212 | 0,48 | 6 | 3,3 |
| 20-150 | 68-302 | 0,75 | 5,8 | 3.2 |
| 20-200 | 68-392 | 0,99 | 5,5 | 3.1 |
| 20-250 | 68-482 | 1,22 | 5,3 | 2,9 |
| 20-300 | 68-572 | 1,43 | 5.1 | 2,8 |
| 20-350 | 68-662 | 1,62 | 4,9 | 2,7 |
| 20-400 | 68-752 | 1,86 | 4,9 | 2,7 |
| 20-450 | 68-842 | 2,28 | 5,3 | 2,9 |
| 20-500 | 68-932 | 2,98 | 6,2 | 3.4 |
Właściwości magnetyczne
Alloy 2917 jest magnetyczny we wszystkich temperaturach poniżej punktu Curie.Właściwości magnetyczne będą zależeć od obróbki cieplnej;im niższa twardość, tym wyższe wartości przepuszczalności i mniejsze straty histerezy.
Poniższa tabela przedstawia porównanie przenikalności początkowej, mierzonej przy 50 Hz i natężeniu pola 5 milioerstedów, wytworzonej w różnych obróbkach cieplnych
| Obróbka cieplna | Przepuszczalność początkowa |
| 1 godz.800°C.60°C/godz.Piec schłodzić do Temp. | 800 |
| 1 godz.900°C.60°C/godz.Piec schłodzić do Temp. | 900 |
| 1 godz.1000°C.60°C/godz.Piec schłodzić do Temp. | 800 |
| 1 godz.1100°C.60°C/godz.Piec schłodzić do Temp. | 800 |
| 4 godz.1100°C.60°C/godz.Piec schłodzić do Temp. | 500 |
| 1 godz.1200°C.60°C/godz.Piec schłodzić do Temp. | 500 |
| 4 godz.1200°C.60°C/godz.Piec schłodzić do Temp. | 500 |
7 WŁAŚCIWOŚCI MECHANICZNYCH
Tabela 7-1 Typowe właściwości mechaniczne stopu 2917 w stanie wyżarzonym
| Temperatura | Wytrzymałość na rozciąganie | Wydajność (przesunięcie 0,2%) | Wydłużenie na 50mm (2 cale) | Redukcja powierzchni | |||
| °C | °F | MPa | ksi | MPa | ksi | % | % |
| 20 | 68 | 520 | 75 | 340 | 49 | 42 | 72 |
| 100 | 212 | 430 | 62 | 260 | 38 | 42 | 72 |
| 200 | 392 | 400 | 58 | 210 | 30 | 42 | 72 |
| 300 | 572 | 400 | 58 | 140 | 20 | 45 | 73 |
| 400 | 752 | 400 | 58 | 110 | 16 | 49 | 76 |
Tabela 7-2 Twardość
| Stop | Stan: schorzenie | HV | HRB |
| Stop 2917 | wyżarzony | 160 max. | 83 maks. |
| Pełna twarda | 230 min. | 97 min. |
8 INSTRUKCJA PRACY
Alloy 2917 może być obrabiany na gorąco lub na zimno, obrabiany mechanicznie i formowany w procesach podobnych do tych stosowanych w przypadku austenitycznych stali nierdzewnych.
Obróbka cieplna
Alloy 2917 jest nieutwardzalny przez obróbkę cieplną.
Stop jest zwykle używany w stanie wyżarzonym, uzyskanym przez ogrzewanie, najlepiej w wodorze lub krakowanym amoniaku, do 850-1000°C (1560-1830°F).
Odwęglanie w celu przygotowania do uszczelnienia szkło-metal jest zwykle przeprowadzane w atmosferze wilgotnego wodoru w temperaturze 900-1050°C (1650-1920°F) przez 1 godzinę.W przypadku uszczelnień wymagających interfejsu z tlenkiem metalu, stop może zostać utleniony przez ogrzewanie w powietrzu do temperatur w zakresie 600-1000°C (1110-1830°F), w zależności od wymaganej grubości warstwy tlenku.
Obrabialność
W stanie wyżarzonym Alloy 2917 jest trudniejszy w obróbce, ponieważ jest miękki i gumowaty.Oprzyrządowanie ma tendencję do orania materiału zamiast wcinania się w niego i nie tworzy łatwo wiórów.Obróbka jest łatwiejsza, jeśli materiał zostanie najpierw odkamieniony.Każdy tlenek zgorzeliny powierzchniowej ściśle przylega i penetruje powierzchnię kovar w większym stopniu niż stal nierdzewna.
Stop 2917 powinien być obrabiany w stanie wyżarzonym przy użyciu narzędzi ze stali szybkotnącej lub z końcówkami z węglika wolframu.Mieszanki skrawające powinny być prostym olejem do skrawania EP o średnim obciążeniu lub rozpuszczalnym olejem w rozcieńczeniu 20:1 do toczenia, wiercenia i frezowania.W przypadku innych metod obróbki należy stosować niższe współczynniki rozcieńczenia.
Następujące posuwy i prędkości mogą być używane jako ogólne wskazówki:
| Prędkość cięcia | Karmić | |
| Toczenie zgrubne głębokość cięcia 1,25-2,5 mm (0,05-0,10 cala) |
30-45 m/min (98-148 stóp/min) |
0,25-0,4 mm/obr (0,01-0,015 cala/obrót) |
| Zakończ toczenie, głębokość cięcia 0,125-0,25 mm (0,005-0,010 cala) |
45-60 m/min (148-197 stóp/min) |
0,1-0,25 mm/obr (0,0004-0,01 mm/obr) |
Przygotowania do sEaling
Wszystkie odtłuszczone, wytworzone części ze stopu 2917 należy odgazować i wyżarzać w atmosferze wilgotnego wodoru.
Atmosferę należy nawilżyć przepuszczając wodór przez wodę o temperaturze pokojowej.Należy uważać, aby nie dopuścić do powierzchniowego zbierania węgla.Piec powinien mieć komorę chłodzącą z taką samą atmosferą.
Ogrzewanie powinno być prowadzone w zakresie temperatur 1540/2010°F (838/1099°C).Czas przebywania w temperaturze powinien wynosić około dwóch godzin dla najniższej temperatury do 20 minut dla najwyższej temperatury.Części należy następnie przenieść do strefy chłodzenia i przetrzymać do temperatury poniżej 570°F (299°C), a następnie wyjąć.
Powłoka tlenkowa na części metalowej jest korzystna do uszczelniania metalu ze szkłem twardym.Najlepsza powłoka tlenkowa jest cienka i ściśle przylegająca.Folię można wytworzyć przez podgrzanie części do 1200/1290°F (650/700°C) w zwykłej atmosferze otoczenia przez czas wystarczający do utworzenia ciemnoszarego do lekko brązowego tlenku.
9 STANDARDOWA SPECYFIKACJA
ASTM F-15 Pręt, pręt, blacha, taśma, rura, drut
ASTM F-29 Drut
SAE AMS 7726 Drut
SAE AMS 7727 Pręty i odkuwki
SAE AMS 7728 Arkusz, taśma i płyta
DIN 17745 Skład
AFNOR NF A54-301 skład
MIL I-23011 klasa 1
10 PRZEWAGA KONKURENCYJNA:
(1) Ponad 50-letnie doświadczenie w badaniach i rozwoju stopów wysokotemperaturowych, stopów odpornych na korozję, stopów precyzyjnych, stopów ogniotrwałych, metali rzadkich i materiałów i produktów z metali szlachetnych.
(2) 6 kluczowych laboratoriów państwowych i centrum kalibracji.
(3) Opatentowane technologie.
(4) Ultraczysty proces wytapiania: VIM + IG-ESR + VAR
(5) Doskonała wysoka wydajność.
11 OKRES BIZNESOWY
| Minimalna ilość zamówienia | Do negocjacji |
| Cena | Do negocjacji |
| Szczegóły pakowania | Zapobieganie wodzie, transport zdatny do żeglugi, standardowe opakowanie eksportowe młyna |
| ocena | Zgodnie z zamówieniem |
| Czas dostawy | 60-90 dni |
| Zasady płatności | T/T, L/C w zasięgu wzroku, D/P |
| Możliwość dostaw | 100 ton metrycznych / miesiąc |
Osoba kontaktowa: Mr. lian
Tel: 86-13913685671
Faks: 86-510-86181887